Размеры изделий или элементов конструкций, подлежащих цинкованию, должны быть не больше технологических габаритов ванны цинкования: 6,5х1,5х2,5 м !
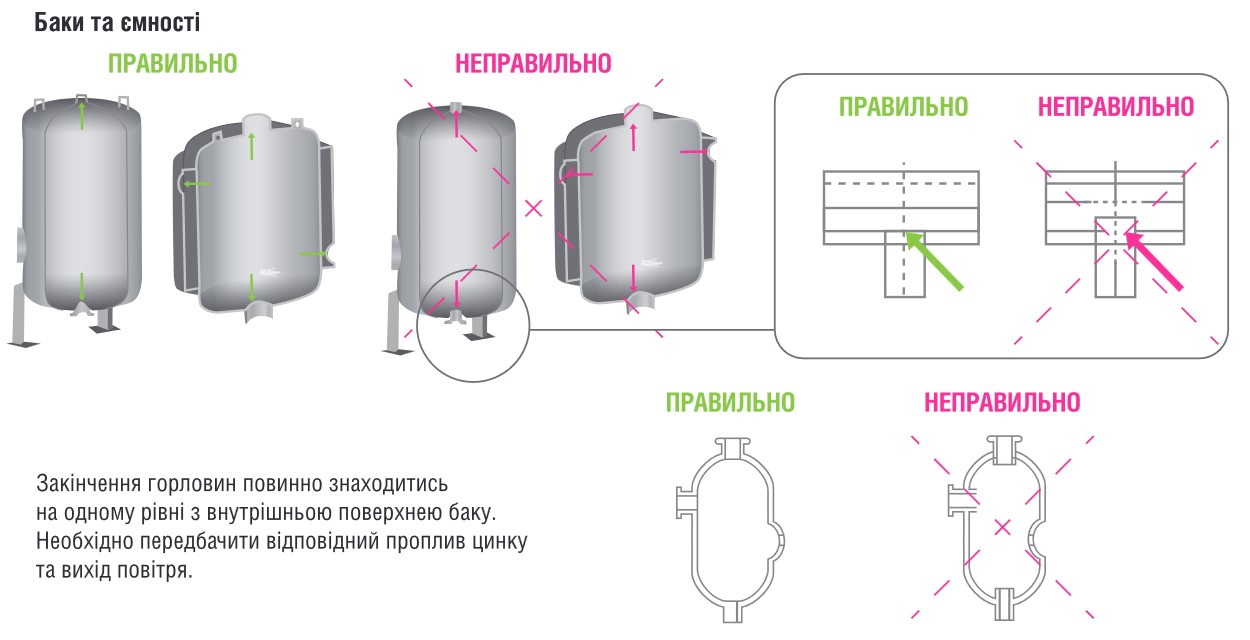
Проектирование изделий под горячее цинкование должно предусматривать соответствующие конструктивные решения, учитывающие специфику горячего цинкования, для получения качественного цинкового покрытия, предотвращения деформации конструкции и разрушения сварных швов.
Перед подписанием договора на цинкование заказчик должен предоставить чертеж изделий для оценки возможности нанесения покрытия методом горячего цинкования.
Изделия, которые имеют внутренние напряжения после предварительной обработки, такие как сварка, прокатка, гибка, штамповка и т.д., во время процесса цинкования могут деформироваться. Особенно это касается изделий с асимметричной конструкцией и элементов изделий из листа толщиной до 2 мм (включительно). Такие изделия Заказчик должен перед цинкованием подвергать термической обработке для снятия напряжений. Исполнитель не несет ответственности за деформацию изделия, вызванную высвобождением физических напряжений.
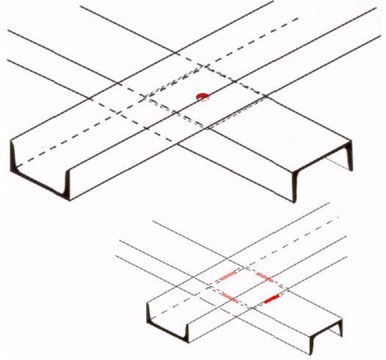
Для обеспечения протока цинка, расстояние между параллельными поверхностями изделия должно быть не менее 3 мм, иначе возможны не оцинкованные поверхности и щелевая коррозия.
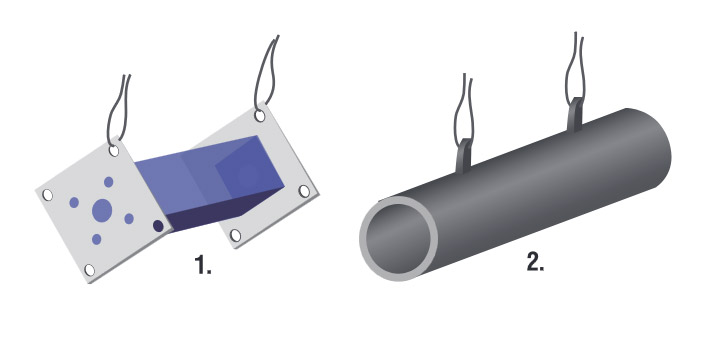
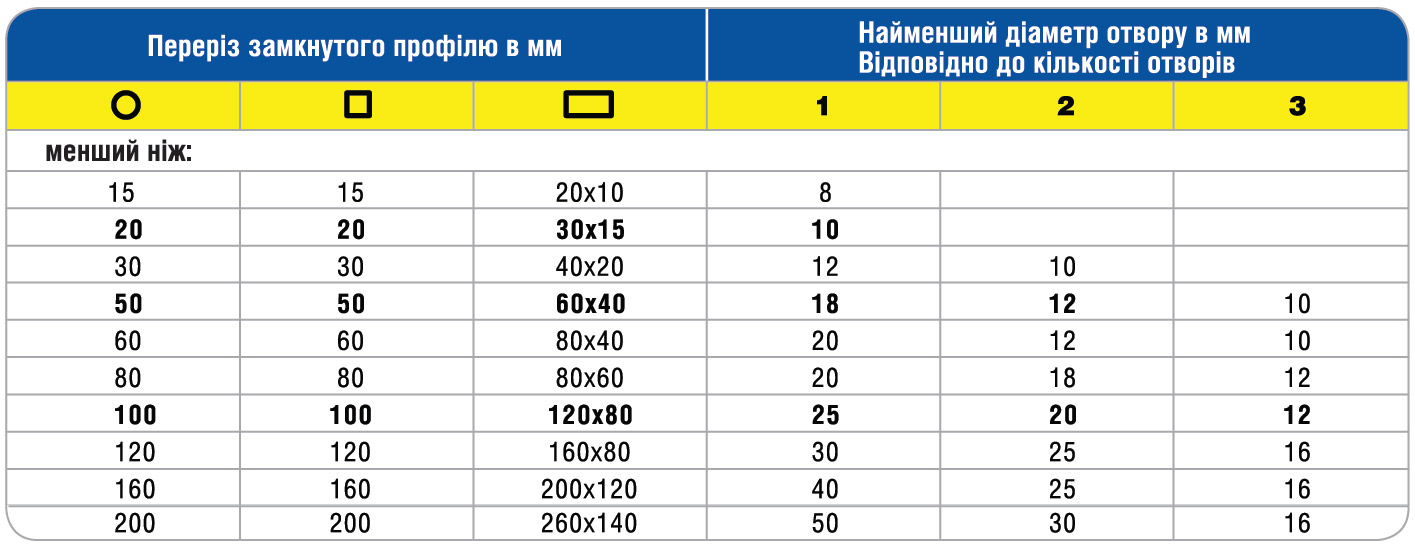
Полые изделия, изделия с большой протяженностью сварных швов, изделия сложной формы, изделия изготовлены из разного проката, а также изделия из чугуна подлежат пробному цинкованию, для выяснения возможности качественного цинкования серии изделий!
Во избежание деформации метизов, не желательным является использование металла, отличающегося по-толщине более чем в 2 раза. Также, по возможности, изделия должны быть симметричны.